Hier geht es um Silberlegierungen und Arbeitsprozesse bei der Herstellung von Silberschmuck in der Werkstatt für Schmuck und Design in Straubenhardt. Ich versuche mal, das Wichtigste halbwegs verständlich zu erklären und dabei auf den Punkt zu kommen:
Gebräuchliche Silberlegierungen im Schmuckbereich
Silber (Ag/ lat: Argentum) ist für Anwendungen im Schmuckbereich zu weich und zu wenig formstabil. Aus diesem Grund wird bei der Schmuckherstellung schon von Alters her mit Legierungen gearbeitet. Legierungen sind Metallgemische mit spezifischen Eigenschaften. Silber 925 ist eine solche Legierung. Ich stelle sie normalerweise nicht selbst her, sondern beziehe sie aus der Giesserei in Form von Gussprodukten oder in Form von Halbzeug (fertige Bleche, Rohre, Drähte, Furnituren). Die Abfälle bei der Gussversäuberung (Gusskanäle, Feilspäne, Blechreste) schmelze ich ein und nutze sie für den Sandguss und zur Herstellung von Blechen und Drähten. Dabei wird das Mischungsverhältnis nicht verändert.
Silber 925 ist die klassische Schmucklegierung – wird auch Sterlingsilber genannt . Sie besteht aus 925 Promille Feinsilber (Ag) und 75 Promille Kupfer (Cu). In Prozent ausgedrückt sind das 92,5% Silber und 7,5% Kupfer. Dieses Mischungsverhältnis bewährt sich durch günstige mechanische Eigenschaften, eine gute Härte und ausreichende Formstabilität. Darüberhinaus kann die Härte speziell bei dieser Silberlegierung auch noch durch langsames Abkühlen nach dem Glühen oder durch „Ablöschen und Anlassen“ gesteigert werden. Kennzeichen ist die Stempelung „925“.
Die Stempelung „800“ bezeichnet eine weitere Legierung, die zur Herstellung von Tafelsilber und Gerät (800 Promille Silber und 200 Promille Kupfer) eingesetzt wird. In diesem Zusammenhang kommt auch die etwas höherwertigere 835er- Legierung zur Anwendung.
Methoden der Formgebung für Schmuck
Die Formgebung für Schmuck und Gerät folgt grob umrissen der Anwendung zweier unterschiedlicher Szenarien. Eines davon ist das direkte Schmieden, Fügen und Verformen des Metalls mit den entsprechenden Schmiede- und Fügetechniken, ergänzt durch die mechanischenTechniken der Metallbearbeitung.
Ein konkretes Beispiel der Anwendung des ersten Szenarios: Ein sog. „Bandring“ wird aus einem rechteckig zugerichteten Blechstreifen gefertigt. Der Streifen wird manuell oder mit Werkzeugen rundgebogen, bis sich beide Enden überlappen. Ein Trennschnitt mit der Säge senkrecht durch beide Enden ermöglicht parallele Schnittkanten und eine passgenaue Justierung der Enden zueinander. Die entstandenen Stossfuge wird mit Bindedraht fixiert, um eine genaue Positionierung auch während des Lötvorgangs gewährleisten. In einem nächsten Schritt können die beiden Enden schliesslich miteinander verlötet werden. Nach dem Löten und beizen (Entfernen der Lötrückstände) wird der Ring auf den Ringriegel gesteckt und mit dem Kunststoff-Hammer entlang der Rundung des Riegels präzise rundgerichtet. Mit diesem letzten Schritt ist der Formgebungsprozess abgeschlossen und es folgt die Oberflächenbearbeitung …
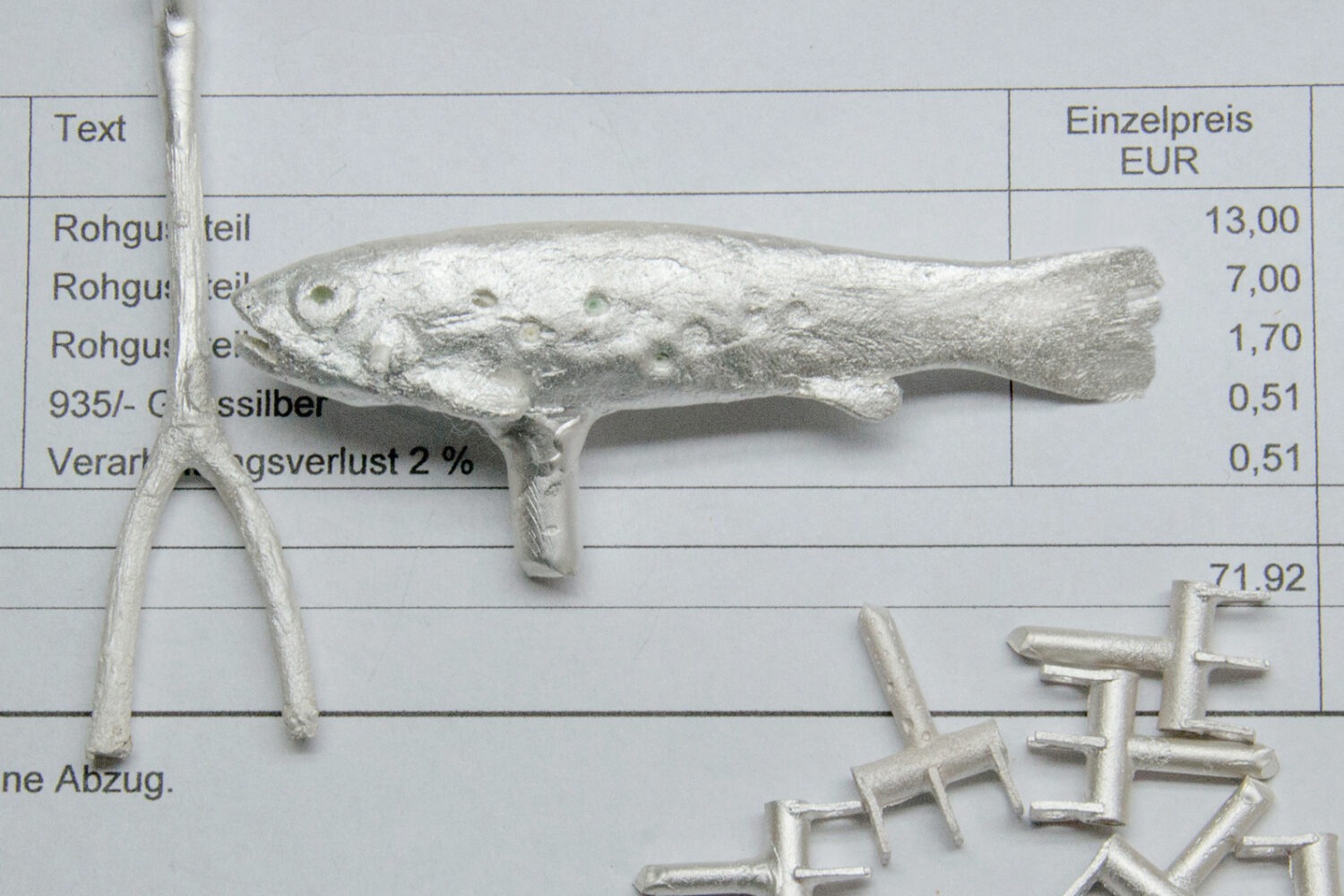
Das zweite Szenario orientiert sich im Wesentlichen an der Gusstechnik und folgt dem Prinzip des „Wachsausschmelzverfahrens“, bzw. dem „Guss der verlorenen Form“. Dabei wird die Form nach alter Tradition in Wachs modelliert und in der Giesserei in Vorbereitung des Giessvorgangs in speziellen temperaturbeständigen Formengips eingebettet. Nach dem Ausschmelzen des Wachses entsteht eine Negativform, die während des Gussprozesses durch die einschiessende Silberschmelze gefüllt wird. Nach Erkalten der Schmelze wird die Gipsform zerschlagen. Das Urmodell ist dann 1:1 in Silber oder ggfs. einem anderen Metall abgeformt.
Die Technik des zweiten Szenarios hat mehrere Spielarten: es können auf diese Weise auch pflanzliche oder organische Materialien „abgegossen werden“, sofern sie einigermassen rückstandsfrei aus der Gipsform ausbrennen. Auch diverse Kunststoffe brennen weitgehend rückstandsfrei aus. Neben einer Kunststoffbearbeitung auf mechanischem Wege zu Zwecken der Formgebung für Schmuck (z.B. Feilwachs, Montagen aus Plattenmaterial) gibt es auch die digitale Formgebung über CAD-Programme in Verbindung mit dem 3D-Druck. Der Drucker setzt die Daten des CAD-Programms (hier: Rhino 3d) in ein dreidimensionales Kunststoff-Modell um, das für den “ Guss der verlorenen Form“ genutzt werden kann.
Weissgebeiztes Silber
Die Farbe von reinem Silber (sog. Feinsilber) ist weiss. Durch die Zulegierung von Kupfer wird die Farbe grau mit einer schwachen rötlicher Tönung.
Während der handwerklichen Bearbeitungsprozesse (walzen, schmieden, biegen etc.) wird das metallische Gefüge verändert, partiell unter Spannung gesetzt, verdichtet oder gedehnt. Das führt dazu, dass das Metall zunehmend spröde und schwieriger zu bearbeiten wird. Durch ein anschliessendes Rekristallisationsglühen (bei 550-650°C, Dunkelrot-Glut) ordnet sich das Gefüge innerhalb der Körperlichkeit des Objektes neu. Das Material entspannt sich wieder und ist dann in der Zusammensetzung weitgehend homogen. Um die Glührückstände (v. a. oberflächliche Oxidation) zu entfernen, erfolgt ein Beizprozess in verdünnter Schwefelsäure. Beizen ist wie das Glühen ein notwendiger Bestandteil des Arbeitsprozesses.
Beim Beizen oder Weißsieden von Silberwaren in 15% Schwefelsäure oder Vitrex wird der Kupferanteil aus der Oberfläche der Legierung herausgelöst – denn die Säure greift das unedle Kupfer wesentlich stärker an als das Edelmetall Silber. So bleibt eine dünne, weisse Feinsilberschicht zurück. Dort, wo die Kupferkristalle herausgelöst wurden entsteht eine feine Mikrostruktur kleinster Löcher, die die Oberfläche in der Gesamtwirkung matt erscheinen lässt. In den tieferen Schichten, wo die Säure nicht angreifen kann, bleibt die 925er Legierung unverändert bestehen.
Weißsieden
Der Begriff Weißsieden bezeichnet einen Vorgang wiederholten Glühens und Beizens mit dem Ziel, auf der Oberfläche des Werkstücks eine etwas stärkere Feinsilberschicht zu erzeugen. Diese Möglichkeit funktioniert aber nur sehr begrenzt. Die entstandene Feinsilberschicht ist von geringer Härte. Sie wird durch die tägliche mechanische Beanspruchung vor allem bei Silberringen (Reibung, Schlagwirkung, Erosion) mit der Zeit abgerieben. Ähnlich wie beim Schwärzen von Silber mit Pariser Oxid , die bei tieferliegendem Ornament zur Anwendung kommt und dort auch längerfristig besteht , bleibt auch der weißgesiedete Silberbelag in tieferliegenden Bereichen der Oberfläche erhalten. Erhöhte Partien polieren sich allmählich blank.
Löten von Silber 925
Die klassische Verbindungstechnik bei der Bearbeitung von Silber ist das Löten. Silber wird mit Silberloten gelötet. Das sind auf für diesen Zweck ausgerichtete Silberlegierungen mit niedrigerem Schmelzpunkt. Vor Beginn des Lötvorgangs werden kleine Paillen des Lotes an die Lötfuge angelegt und durch das Aufbringen eines Flußmittels vor Oxidation geschützt. Beim anschliessenden Erhitzen mit dem Gasbrenner werden die Lotpaillen flüssig, bevor das Material des zu lötenden Objektes seine Festigkeit verliert. Das Lot beginnt zu fliessen und diffundiert in die Lötfuge und das Gefüge des angrenzenden Materials. Beim Erkalten entsteht eine hochfeste Verbindung. Diesen Vorgang nennt man Hartlöten.